













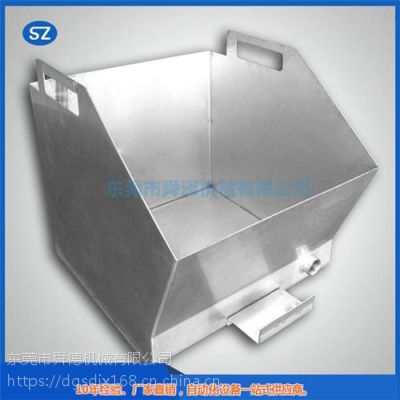
| 钣金材质不锈钢 | 钣材厚度thisis钣材厚度mm |
| 加工尺寸/长*宽*高thisis加工尺寸/长*宽*高mm | 公差thisis公差 |
| 成型件工程机械配件 | 下料方式NC数控下料 |
| 加工工序成型 | 表面处理电镀五彩锌 |
| 表面粗糙度表面粗糙度6115 | 打样周期1-3天 |
| 加工周期1-3天 | 年剩余加工能力年剩余加工能力4450 |
| 年最大加工能力年加工能力3841 | 应用领域办公用品 |


¥25.00
¥100.00
¥40.00
¥99.00
| 钣金材质不锈钢 | 钣材厚度thisis钣材厚度mm |
| 加工尺寸/长*宽*高thisis加工尺寸/长*宽*高mm | 公差thisis公差 |
| 成型件工程机械配件 | 下料方式NC数控下料 |
| 加工工序成型 | 表面处理电镀五彩锌 |
| 表面粗糙度表面粗糙度6115 | 打样周期1-3天 |
| 加工周期1-3天 | 年剩余加工能力年剩余加工能力4450 |
| 年最大加工能力年加工能力3841 | 应用领域办公用品 |
钣金加工检验工序贯穿整个生产过程,检验工序从原材料的检验,如入库的复验开始,随后在生产加工每道工序都要采用不同的工艺进行不同内容的检验,***,制成品还要进行最终质量检验。最终质量检验可分为:焊接结构的外形尺寸检查;焊缝的外观检查;焊接接头的无损检查;焊接接头的密封性检查;结构整体的耐压检查。检验是对生产实行有效监督,从而***产品质量的重要手段。在全面质量管理和质量***标准工作中,检验是质量控制的基本手段,是编写质量手册的重要内容。质量检验中发现的不合格工序和半成品、成品,按质量手册的控制条款,一般可以进行返修。但应通过改进生产工艺、修改设计、改进。
金属板材加工就叫钣金加工,钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型等。其***的特征就是同一零件厚度一致。钣金机床一般包括:剪板机、折弯机、数控冲床、水射流切割机等机器,其各种辅助设备如:开卷机,校平机、除毛刺机等
薄板构件之所以被广泛采用是因为薄板有下列优点:
(1)易变形,这样可用简单的加工工艺制造多种形式的构件
(2)薄板构件重量轻
(3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工
(4)易于裁剪、焊接,可制造大而复杂的构件
(5)形状规范,便于自动加工。
钣金表面处理一般有磷化皮膜、电镀五彩锌、铬酸盐、烤漆、氧化等.磷化皮膜一般用于冷轧板和电解板类,其作用主要是在料件表上镀上一层保护膜,防止氧化;再来就是可增强其烤漆的附着力.电镀五彩锌一般用冷轧板类表面处理;铬酸盐、氧化一般用于铝板及铝型材类表面处理;其具体表面处理方式的选用,是根据客户的要求而定.
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 914419005814224384 |
|---|---|---|---|
| 成立日期 | 2011-09-01 | 法定代表人/负责人 | 徐立新 |
| 注册资本 | 10万(元) | 注册地址 | 东莞市大岭山镇金桔村瑞红工业区二栋一楼 |
| 营业期限 | 2011-09-01 至 无固定期限 | 登记机关 | 广东省东莞市工商行政管理局 |
| 经营范围 | 生产、加工、销售:机械、五金制品、自动化设备。(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥350.00
¥3.00
¥1200.00
¥1.80
¥8.00
¥90.00
面议
查看联系方式

东莞市舜德机械有限公司
向女士
𐁝 𐁝𐁝
