














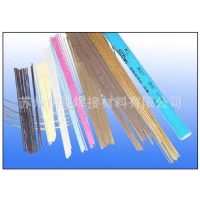
| 品牌日本神钢 | 型号TG-S3N,ER70S-G |
| 产地日本 | 类型多款供选 |
| 材质合金 | 加工定制否 |
| 长度350-500 | 重量20(g) g |
| 用途广泛 | 工作温度常温 |
| 焊接电流60-120(A) A | 规格2.5-5.0 |
| 标准直径2.5-5.0 |





| 品牌日本神钢 | 型号TG-S3N,ER70S-G |
| 产地日本 | 类型多款供选 |
| 材质合金 | 加工定制否 |
| 长度350-500 | 重量20(g) g |
| 用途广泛 | 工作温度常温 |
| 焊接电流60-120(A) A | 规格2.5-5.0 |
| 标准直径2.5-5.0 |
| 日本神钢 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
焊 条
TIG焊丝
药芯焊丝
MIG焊丝
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| 企业类型 | 有限责任公司(自然人独资) | 统一社会信用代码 | 91320508323672119W |
|---|---|---|---|
| 成立日期 | 2015-01-14 | 法定代表人/负责人 | 王玉瑕 |
| 注册资本 | 200万(元) | 注册地址 | 苏州市高新区西金芝路35号压矿区D2厂房2楼2916室 |
| 营业期限 | 2015-01-14 至 9999-12-31 | 登记机关 | 苏州高新区(虎丘区)行政审批局 |
| 经营范围 | 销售:焊接材料、焊割设备、五金交电、建材、金属材料。(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥26.00
¥47.00
¥23.00
¥26.00
¥23.00
¥28.00
¥29.00
¥22.00
查看联系方式
苏州朗驰焊接材料有限公司
王女士
𐃣𐃨𐃦 𐃨𐃦𐃣𐃭 𐃭𐃭𐃥𐃩
电话:𐃦𐃨𐃣𐃮𐃪𐃭𐃮𐃣𐃦𐃦𐃮𐃤𐃦
