









不锈钢材料加工难点主要有以下几个方面:1.切削力大,切削温度高该类型材料强度大,切削时切向应力大、塑性变形大,因而切削力大。此外材料导热性极差,造成切削温度升高,且高温往往集中在刀具刃口附近的狭长区域内,从而加快了刀具的磨损。2.加工硬化严重奥氏体不锈钢以及一些高温合金不锈钢均为奥氏体组织,切削时加工硬化倾向大,通常是普通碳素钢的数倍,刀具在加工硬化区域内切削,使刀具寿命缩短。3.容易粘刀无论是奥氏体不锈钢还是马氏体不锈钢均存在加工时切屑强韧、切削温度很高的特点。当强韧的切屑流经前刀面时,将产生粘结、熔焊等粘刀现象,影响加工零件表面粗糙度。4.刀具磨损加快上述材料一般含高熔点元素,青海自动车床加工、塑性大,切削温度高,青海自动车床加工,使刀具磨损加快,磨刀、换刀频繁,从而影响了生产效率,提高了刀具使用成本。主要是降低切削线速度,青海自动车床加工,进给。采用专门加工不锈钢或者高温合金的刀具,钻孔攻丝比较好内冷。自动车床加工联系成都易德利机械有限公司。青海自动车床加工

加工精度主要用于生产产品程度,加工精度与加工误差都是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。加工精度高,就是加工误差小,反之亦然。公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度比较高的,IT18表示的话该零件加工精度是比较低的,一般上IT7、IT8是加工精度中等级别。任何加工方法所得到的实际参数都不会***准确,从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为***了加工精度。机器的质量取决于零件的加工质量和机器的装配质量,零件加工质量包含零件加工精度和表面质量两大部分。机械加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数相符合的程度。它们之间的差异称为加工误差。加工误差的大小反映了加工精度的高低。误差越大加工精度越低,误差越小加工精度越高。 青海自动车床加工价格机加工订单联系成都易德利机械有限公司。
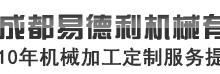
精密零部件加工本身其数量就不多,但加工的难度高,而且对于人员素质要求也非常高,是目前机械加工里面**希望实现自动化加工的,但也是**难实现的。目前随着人们对于产品品质要求的提供,现在我们的产品的精度要求越来越高,但另外一矛盾则是其批量越来越少,甚至很多的产品的只有一件,这样的方式一方面对于人员的素质要求高,另外一方面对于机床本身的精度要求更高,我们在传统的有一定批量生产的行业,可以通过对于加工工艺和程序坐标的调节实现对于精度的***,即通过首件进行试切,然后进行坐标的调整来实现产品的高精度批量生产。但当我们面对一堆单件或者小批量生产的产品时候,其本身只有一个或者二三个毛坯零件,数量少并且加工中心精度要求高,因此要求机床时刻处于稳定状态,并且其***精度要求大量非常,只要一加工就能够达到精度要求。但实质的情况下,本身有,但现在需要将机床精度提高到。这些对于平面加工或者不复杂的加工是可以,但当我们的产品有非常高的精度要求时候,我们按照有一定批量的方式进行加工时候,其就很难一次***,要么是浪费加工的零件,同时还会影响生产。因此对于这样的高精度的零部件加工其实现智能制造则还需要一些强有力的手段。
较高的硬度和耐磨性刀具切削部分的硬度必须高于工件材料的硬度,刀具材料的硬度越高,其耐磨性越好。刀具材料在常温下的硬度应在HRC62以上。足够的强度和韧性刀具在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使刀具不崩刃和折断,刀具材料必须具有足够的强度和韧性,一般用抗弯强度表示刀具材料的强度,用冲击值表示刀具材料的韧性。较高的耐热性耐热性指刀具材料在高温下保持硬度、耐磨性、强度及韧性的性能,是衡量刀具材料切削性能的主要指标,这种性能也称刀具材料红硬性。较好的导热性刀具材料的导热系数越大,刀具传出的热量越多,有利于降低刀具的切削温度和提高刀具的耐用度。良好的工艺性为便于刀具的加工制造,要求刀具材料具有良好的工艺性能,如刀具材料的锻造、轧制、焊接、切削加工和可磨削性、热处理特性及高温塑性变形性能,对于硬质合金和陶瓷刀具材料还要求有良好的烧结与压力成形的性能。 机加工采购联系成都易德利机械有限公司。
工件旋转,车刀在平面内作直线或曲线移动的切削加工。车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。车削加工精度一般为IT8—IT7,表面粗糙度为μm。1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20~10μm。2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~μm。3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7~IT5,表面粗糙度为Rαμm,这种车削称为"镜面车削"。 机加工工艺联系成都易德利机械有限公司。四川航空配件加工
陕西机加工联系成都易德利机械有限公司。青海自动车床加工
车削零件毛坯多为棒料或锻坯,加工余量较大且不均匀,因此粗加工中往往要经过多次走刀。在数控车床上加工时,每次走刀必须经过编程,这就使编程的工作量很大增加,而且,手工编程时需计算每次的走刀轨迹坐标,这对于形状复杂的零件更是麻烦。例如图1所示的手柄零件,轮廓由几段圆弧构成,即便是先用直线、斜线程序分几次走刀车掉粗加工余量,粗加工程序的轨迹计算也够繁琐,更不必说用圆弧程序了。下面介绍的两种编程方法就可较好地解决这类粗加工问题。 青海自动车床加工
成都易德利机械有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场***。公司业务分为机械加工,CNC加工,机加工,数控车床加工等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。易德利秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 915101246988963382 |
|---|---|---|---|
| 成立日期 | 2010-01-25 | 法定代表人/负责人 | 赵德勇 |
| 注册资本 | 500万(元) | 注册地址 | 郫县成都现代工业港南片区西源大道2459号 |
| 营业期限 | 2010-01-25 至 9999-12-31 | 登记机关 | 郫都区市场监督管理局 |
| 经营范围 | 一般项目:非公路休闲车及零配件制造;非公路休闲车及零配件销售;体育用品及器材制造;电子产品销售;通用零部件制造;电子元器件制造;电力电子元器件销售;机械电气设备制造;机械电气设备销售;软件开发;机械零件、零部件加工;货物进出口;技术进出口(除依法须经批准的项目外,凭营业执照依法自主开展经营活动)。 | ||
