













| 加工定制是 | 品牌Mitsubishi/三菱 |
| 型号thisis型号 | 材质陶瓷 |
| 类型多款供选 | 样品或现货样品 |
| 是否标准件标准件 | 标准编号标准编号9178 |
| 是否进口是 | 是否涂层涂层 |
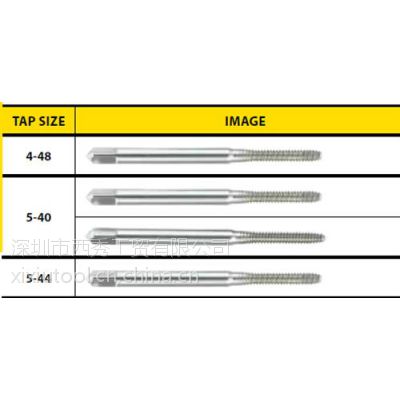
| 规格规格2013 | 加工范围加工范围1976 |
| 适用机床车床 | 是否库存库存 |
| 是否批发批发 |

| 加工定制是 | 品牌Mitsubishi/三菱 |
| 型号thisis型号 | 材质陶瓷 |
| 类型多款供选 | 样品或现货样品 |
| 是否标准件标准件 | 标准编号标准编号9178 |
| 是否进口是 | 是否涂层涂层 |
| 规格规格2013 | 加工范围加工范围1976 |
| 适用机床车床 | 是否库存库存 |
| 是否批发批发 |
丝锥的维护:
1、攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。
2、当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4,1/2圈,使切屑碎断后再往下攻;攻下通孔时,要经常退出丝锥进行排屑。

丝锥折断:
丝锥折断丝锥螺纹底孔加工时,底孔直径偏小,排屑不好造成切屑堵塞;攻盲孔丝锥螺纹时,钻孔的深度不够;攻丝锥螺纹的速度太高过快;攻丝锥螺纹用的丝锥与丝锥螺纹底孔直径不同轴;丝锥刃磨参数的选择不合适;被加工件硬度不稳定;丝锥使用时间过长,过度磨损。正确地选择丝锥螺纹底孔的直径;刃磨刃倾角或选用螺旋槽丝锥;钻底孔的深度要达到规定的标准;适当降低切削速度,按标准选取;攻丝锥螺纹时校正丝锥与底孔,***其同轴度符合要求,并且选用浮动攻丝锥螺纹夹头;增大丝锥前角,缩短切削锥长度;***工件硬度符合要求,选用保险夹头;发现丝锥磨损应及时更换。
丝锥使用注意事项:
(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。
(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
(4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
(5)攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
| 企业类型 | 有限责任公司 | 统一社会信用代码 | 91440300192222678X |
|---|---|---|---|
| 成立日期 | 1993-04-21 | 法定代表人/负责人 | 张立新 |
| 注册资本 | 204万(元) | 注册地址 | 深圳市福田区深南中路福田大厦东座701-702室 |
| 营业期限 | 1993-04-21 至 5000-01-01 | 登记机关 | 福田局 |
| 经营范围 | 一般经营项目是:电子计算机及软件开发;兴办实业(具体项目另报);国内商业、物资供销业(不含专营、专控、专卖商品)。经营进出口业务。,许可经营项目是: | ||
查看联系方式

深圳市西秀工贸有限公司
王女士
