













| 产品特性声测管 | 材质Q235 |
| 产地河北 沧州 | 货号咨询客服 |
| 品牌新迈实业 | 型号50 |
| 壁厚1.0 | 等级咨询客服 |
| 直径咨询客服 | 产品规格咨询客服 |
| 是否跨境货源否 |







¥38.00
¥4000.00
¥14.00
¥1.00
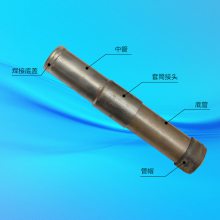
| 产品特性声测管 | 材质Q235 |
| 产地河北 沧州 | 货号咨询客服 |
| 品牌新迈实业 | 型号50 |
| 壁厚1.0 | 等级咨询客服 |
| 直径咨询客服 | 产品规格咨询客服 |
| 是否跨境货源否 |
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 91130903319892258E |
|---|---|---|---|
| 成立日期 | 2014-11-06 | 法定代表人/负责人 | 张月伟 |
| 注册资本 | 5,000万(元) | 注册地址 | 河北盐山经济开发区正港园区 |
| 营业期限 | 2014-11-06 至 2034-11-05 | 登记机关 | 盐山县市场监督管理局 |
| 经营范围 | 生产:声测管、钢管、管件、机械设备及配件、五金制品、橡胶制品、桥梁配件、化工产品(不含危化品)、防水材料、建筑材料、金属材料(不含贵稀金属)、装饰材料、机电产品;房屋、桥梁建筑工程;环保工程;园林绿化工程;餐饮企业管理咨询;物业服务;计算机、办公设备的维修;普通货物仓储(不含危化品储存);人力货物装卸;机械设备租赁;自营货物及技术的进出口业务**(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
¥4060.00
¥6.80
¥4400.00
¥6.90
¥3780.00
¥4000.00
¥950.00
查看联系方式

沧州市新迈实业有限公司
闫先生
