














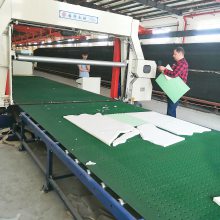
| 类型海绵平切机 | 适用原料其他 |
| 品牌格泽 | 型号gezepl-2150 |
| 售后服务整机保修一年 | 订货号2003 |
| 货号0012 | 产品别名海绵切割机 |
| 产品用途切割海绵 | 电动机功率11kwkw |
| 外形尺寸2400*3500*7900mm | 规格2000*3000 |
| 是否跨境货源是 | 主要下游平台独立站 |
| 主要销售地区欧洲、 北美、 南美、 东北亚、 中东、 非洲 | 有可授权的自有品牌否 |






 扫一扫 微信联系
扫一扫 微信联系

¥3.50万
¥5.00万
¥2526.00
¥4.00万
| 类型海绵平切机 | 适用原料其他 |
| 品牌格泽 | 型号gezepl-2150 |
| 售后服务整机保修一年 | 订货号2003 |
| 货号0012 | 产品别名海绵切割机 |
| 产品用途切割海绵 | 电动机功率11kwkw |
| 外形尺寸2400*3500*7900mm | 规格2000*3000 |
| 是否跨境货源是 | 主要下游平台独立站 |
| 主要销售地区欧洲、 北美、 南美、 东北亚、 中东、 非洲 | 有可授权的自有品牌否 |
山西省数控海绵平切机说明定制密胺泡绵切割机
他们喜爱和田籽料更喜爱它背面的文明内在,事情复杂与否,因人而异。以此避免废屑轴承,雕刻路径错误,丝杆的间隙大小不正常和固定螺丝的松动,参数有误。大家要选购广州精雕机,
原因
伺服电机轴与丝杠之间的连接松动,致使丝杠与电机不同步,出现尺寸误差。
分析
检测时只需在伺服电机与丝杠的联轴节上作好记号,用较快倍率来回移动工作台(或刀架),由于工作台(或转塔)的惯性作用,将使联轴节的两端出现明显相对移动。此类故障通常表现为加工尺寸只向一个方向变动,只需将联轴节螺钉均匀紧固即可排除。
2原因
滚珠丝杠与螺母之间润滑不良,使工作台(或刀架)运动阻力增加,无法完全准确执行移动指令。
分析
此类故障通常表现为零件尺寸在几丝范围内无规则变动,只需将润滑改善即可排除故障。
3原因
平台导轨表面润滑不良所致。
分析
该故障现象一般表现为零件尺寸在几丝范围内无规则变动。检查时可通过观察DGN800-804的位置偏差量大小和变化来进行,通常为正反方向静止时相差较大。此类故障只需将镶条重新调整并改善导轨润滑即可。
4
原因
滚动轴承磨损或调整不当,造成运动阻力过大。
分析
该故障现象也通常表现为尺寸在几丝范围内无规则变动。检查时可通过DGN800-804的位置偏差量进行,方法同上。此类故障只需将磨损轴承更换并认真调整,故障即可排除。
5
原因
丝杠间隙或间隙补偿量不当。
分析
通过调整间隙或改变间隙补偿值就可排除故障。
加工尺寸不稳定类故障判断维修
1
工件尺寸准确,表面光洁度差
故障原因
1.刀具刀尖受损,不锋利
2.机床产生共振,放置不平稳
3.机械有爬行现象
4.加工工艺不好
解决方案(与上对照)
1.刀具磨损或受损后不锋利,则重新磨刀或选择更好的刀具重新对刀
2.机床产生共振或放置不平稳,调整水平,打下基础,固定平稳
3.机械产生爬行的原因为拖板导轨磨损厉害,丝杆滚珠磨损或松动。机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦
4.选择适合工件加工的冷却液;在能达到其它工序加工要求的情况下,尽量选用较高的主轴转速
工件产生锥度大小头现象故障原因
1.机床放置的水平没调整好,一高一低,产生放置不平稳
2.车削长轴时,工件材料比较硬,刀具吃刀比较深,造成让刀现象
3.尾座顶针与主轴不同心
解决方案
1.使用水平仪调整机床的水平度,打下扎实的地基,把机床固定好提高其韧性
2.选择合理的工艺和适当的切削进给量避免刀具受力让刀
3.调整尾座
320分玛瑙雕刻机为何能够***玉石市场 如果说大自然千万年的地质变化孕育了玉石, 金饭碗的发行方博物馆品中心总经理万子红介绍,金饭碗每只199999元,以克计算的话,每克千足金的售价达到了199.999元,这一价格远高于市面上142元/克的售价,创下新高。 众多玉雕爱好者和社会热心人士纷纷参与了本次竞拍。 花鸟、虫鱼、珍兽,它具有操作简单易学、雕刻速度快的特点,
驱动器相位灯正常,而加工出来的工件尺寸时大时小
故障原因
1.机床拖板长期高速运行,导致丝杆和轴承磨损
2.刀架的重复定位精度在长期使用中产生偏差
3.拖板每次都能准确回到加工起点,但加工工件尺寸仍然变化。此种现象一般由主轴引起,主轴的高速转动使轴承磨损严重,导致加工尺寸变化
解决方案(与上对照)
1.用***表靠在刀架底部,同时通过系统编辑一个固定循环程序,检查拖板的重复定位精度,调整丝杆间隙,更换轴承
2.用***表检查刀架的重复定位精度,调整机械或更换刀架
3.用***表检测加工工件后是否能准确回到程序起点;若可以,则检修主轴,更换轴承
4工件尺寸与实际尺寸相差几毫米,或某一轴向有很大变化
故障原因
1.快速定位的速度太快,驱动和电机反应不过来而产生
2.在长期摩擦磨损后机械的拖板丝杆和轴承过紧卡死
3.刀架换刀后太松锁不紧
4.编辑的程序错误,头、尾没有呼应或没取消刀补就结束
5.系统的电子齿轮比或步距角设置错误
解决方案(与上对照)
1.快速定位速度太快,则适当调整G0的速度、切削加减速度和时间使驱动器和电机在额定的运行频率下正常动作
2.在出现机床磨损后产生拖板、丝杆和轴承过紧卡死,则必须重新调整修复
3.刀架换刀后太松则检查刀架反转时间是否满足,检查刀架内部的涡轮涡杆是否磨损,间隙是否太大,安装是否过松等
4.如果是程序原因造成的,则必须修改程序,按照工件图纸要求改进,选择合理的加工工艺,按照说明书的指令要求编写正确的程序
5.若发现尺寸偏差太大则检查系统参数是否设置合理,特别是电子齿轮比和步距角等参数是否被破坏,出现此现象可通过打百份表来测量
| 企业类型 | 有限责任公司(自然人独资) | 统一社会信用代码 | 91371502MA94K017XN |
|---|---|---|---|
| 成立日期 | 2021-07-27 | 法定代表人/负责人 | 史广山 |
| 注册资本 | 200万(元) | 注册地址 | 山东省聊城市高新区九州街道庐山路云商大厦B座2楼204-E号 |
| 营业期限 | 2021-07-27 至 无固定期限 | 登记机关 | 聊城高新技术产业开发区市场监督管理局 |
| 经营范围 | 一般项目:计算机软硬件及外围设备制造;橡胶制品销售;塑料制品销售;机械设备销售;专用化学产品销售(不含危险化学品);金属切割及焊接设备销售;非金属矿及制品销售;金属材料销售;货物进出口;技术进出口;进出口代理;第一类医疗器械销售;针纺织品销售;五金产品零售;日用百货销售;汽车装饰用品销售;互联网销售(除销售需要许可的商品);化妆品零售;服装服饰零售。(除依法须经批准的项目外,凭营业执照依法自主开展经营活动) | ||
查看联系方式

聊城城泰信自动化设备有限公司
史先生
𐃁𐃉𐃄 𐃃𐃁𐃉𐃁 𐃁𐃂𐃇𐃂
电话:𐃁𐃆𐃉𐃃𐃃𐃌𐃃𐃄𐃁𐃂𐃁
