









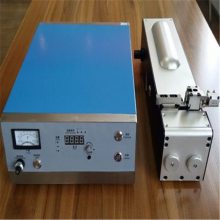
| 产品特性焊接稳定 | 加工定制否 |
| 类型超声波熔接器 | 品牌必勒 |
| 型号2000BA | 电源电压220V |
| 频率20KHz | 功率2000W |
| 适用范围超声波 | 规格BKKRRRT333 |



 扫一扫 微信联系
扫一扫 微信联系
| 产品特性焊接稳定 | 加工定制否 |
| 类型超声波熔接器 | 品牌必勒 |
| 型号2000BA | 电源电压220V |
| 频率20KHz | 功率2000W |
| 适用范围超声波 | 规格BKKRRRT333 |
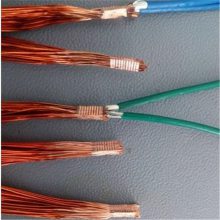
随着超声波焊接设备的普及越来越多的塑料件由老的工艺转向超声波焊接。那么什么样的产品适合超声波焊接呢
1,热阻要达到工件的熔点 :
超声波换能器把电能转换为机械后,通过工件物质分子进行传导,超声波声波在固体中地传导声阻远小于在空气中的声阻,当声波通过工件接缝时,缝隙中的声阻大,产生的热能相当就大。温度首先达到工件的熔点,再加上一定的压力,使接缝熔接。而工件的其它部分由于热阻小,温度低不会熔接

2. 两种工件一定要可熔接
不同种材质之间有的能更好地焊接,有的是基本能相熔,有的是不相熔的。同一材料之间熔点是相同的,从原理讲是可以焊接的,但是当要焊接的工件的熔点大于350℃时,就不在适合用超声焊接了。因为超声是瞬间使工件分子溶化,判断依据是在3秒之内,不能良好熔接,就应该选择其它焊接工艺。如热板焊接等。一般来讲ABS料是 容易焊接,尼龙或PP料是 难熔接的。
3. 接缝面积有一定的要求
当瞬间能量产生时,接缝面积越大,能量分散越严重,焊接效果越差,甚至无法焊接。另外超声波是纵向传波的,能量损失同距离成正比,远距离焊接应控制在6厘米以内。焊接线应控制在30-80丝之间为宜,工件的壁厚不能低于2毫米,否则不能良好熔接,特别是要求气密的产品。
4. 输出功率要衡定
超声波焊接机输出功率的大小,同压电陶瓷片的直径和厚度、材质、设计工艺决定,一旦超声波换能器定型, 大功率也就定型了,衡量输出能量的大小是一个复杂的过成,不是超声波换能器越大,电路使用超声波功率管越多,输出能量就越大,它须要相当复杂的振幅测量仪,才能准确测量其振幅。
5. 走出超声波焊接机种误区
使用多大输出功率,振荡频率、振幅范围,要根据工件的材料、焊线面积、工件内是否有电子元器件、是否要气密等因素来考虑。
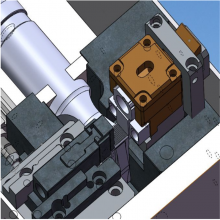
6. 需要严格检验
正规超声波模具生产商进料都有一套严格地检验程序,加工尺寸都是经过计算机软件模拟和校验后加工出来的。品质才有保障。这些工序一般作坊是无法做到的,如不经过合理地设计,做出的模具,在焊接小工件时,反应问题还不明显,当大功率时就会出现各种弊端。严重时直接损坏功率元件。
| 企业类型 | 有限责任公司(自然人投资或控股) | 统一社会信用代码 | 913205836805385329 |
|---|---|---|---|
| 成立日期 | 2008-09-24 | 法定代表人/负责人 | 陈宏海 |
| 注册资本 | 200万(元) | 注册地址 | 昆山开发区蓬朗中心河路76号 |
| 营业期限 | 2008-09-24 至 2028-09-23 | 登记机关 | 昆山市行政审批局 |
| 经营范围 | 超声波设备、塑胶熔接机、清洗机及零配件、机械电子五金零组件、塑胶零组件、空油压自动机械销售;精密仪器、设备上门维修;模具制造。(依法须经批准的项目,经相关部门批准后方可开展经营活动) | ||
