













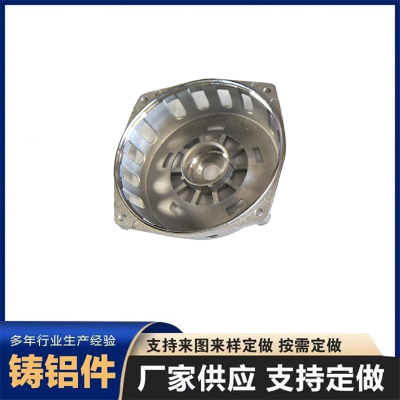
| 表面处理抛丸 | 材质zl101 102 104 |
| 成型工艺重力铸造 | 公差0.1 |
| 砂型铸造种类粘土干砂型 | 特种铸造种类金属型铸造 |
| 打样周期16天及以上 | 加工周期16天及以上 |
| 年剩余加工能力10000件 | 年最大加工能力100000件 |



| 表面处理抛丸 | 材质zl101 102 104 |
| 成型工艺重力铸造 | 公差0.1 |
| 砂型铸造种类粘土干砂型 | 特种铸造种类金属型铸造 |
| 打样周期16天及以上 | 加工周期16天及以上 |
| 年剩余加工能力10000件 | 年最大加工能力100000件 |

铸铝件制作业需求面临的制作目标**跟流水一样是改换很快的,假如目标再提出特殊化的要求,那么对于铸铝件来说**有了更多的挑战,这也是衡量机械机床职业归纳视力的重要指标之一。
铸铝件的淬火工艺:为了避免元素在过饱满溶体中提早析出,淬火期间,尽可能快地经过200度温度区间是非常重要的。保持过饱满条件的冷却速率取决于溶体的成分。下面**给大家具体介绍下铸铝件的淬火工艺。
时效:硬化进程的初两个阶段之后,固溶体的空位和溶质原子都将过饱满。析出的过度饱满溶质原子可以取得平衡。溶质原子的分散和过量空位的呈现是为了方便原子顺利的经过晶体点阵。由于这个进程依靠温度和时间,所以既可以天然时效析出也可以人工时效析出,也便是可以分别在常温文高温下析出。时效强化处理效果:对可时效强化的铸造铝合金而言,冷加工或热加工的热处理在实践运用中有十分重要的含义。像这样的进程称为形变热处理。
¥31.00
查看联系方式

泊头市宁然机械设备厂
刘女士
